皆さん、こんにちは。
環境整備委員長のショウでっす♪
ブログリレーということで、久しぶりの登場です。
・・・とはいえリレー遅刻組です。
ホームページ委員会の皆様、申し訳ございませんm(_ _)m
しかしながら、今年も暑いですね。
コロナ禍ということもあり、あまり出歩く機会は減りましたが、
例年通り、ガッツリ日に焼けております(;^_^A
そんなこんなで今回は、近況報告をします。
まずは、委員会報告から
例年通り、社員の皆様には、除草活動や社内のペンキ塗りなどの活動を行っていただき、
職場環境の改善は順調に進んでいます。
ただ、やはり今年はコロナの心配もあり、社外活動としての地域清掃などは自粛しているのが現状です。
満足のいく活動ができていないという現状がありますが、
感染予防対策を推進していくことも、職場環境を守るという点では、
大変重要だと思います。
トヨトモでもマスク着用や手洗い・消毒、密を避けるといった行動を徹底しています。
皆様も個々の対策をしっかりとして、自身や身の回りの人、職場を守っていきましょう!
さてさてお次は、久しぶりの3Dプリンターです
前回、接続一歩手前まで無事完成させましたので、
今回は細かな調整と、実際に稼働させ、造形を行いました。
ここからは写真付きで解説します。
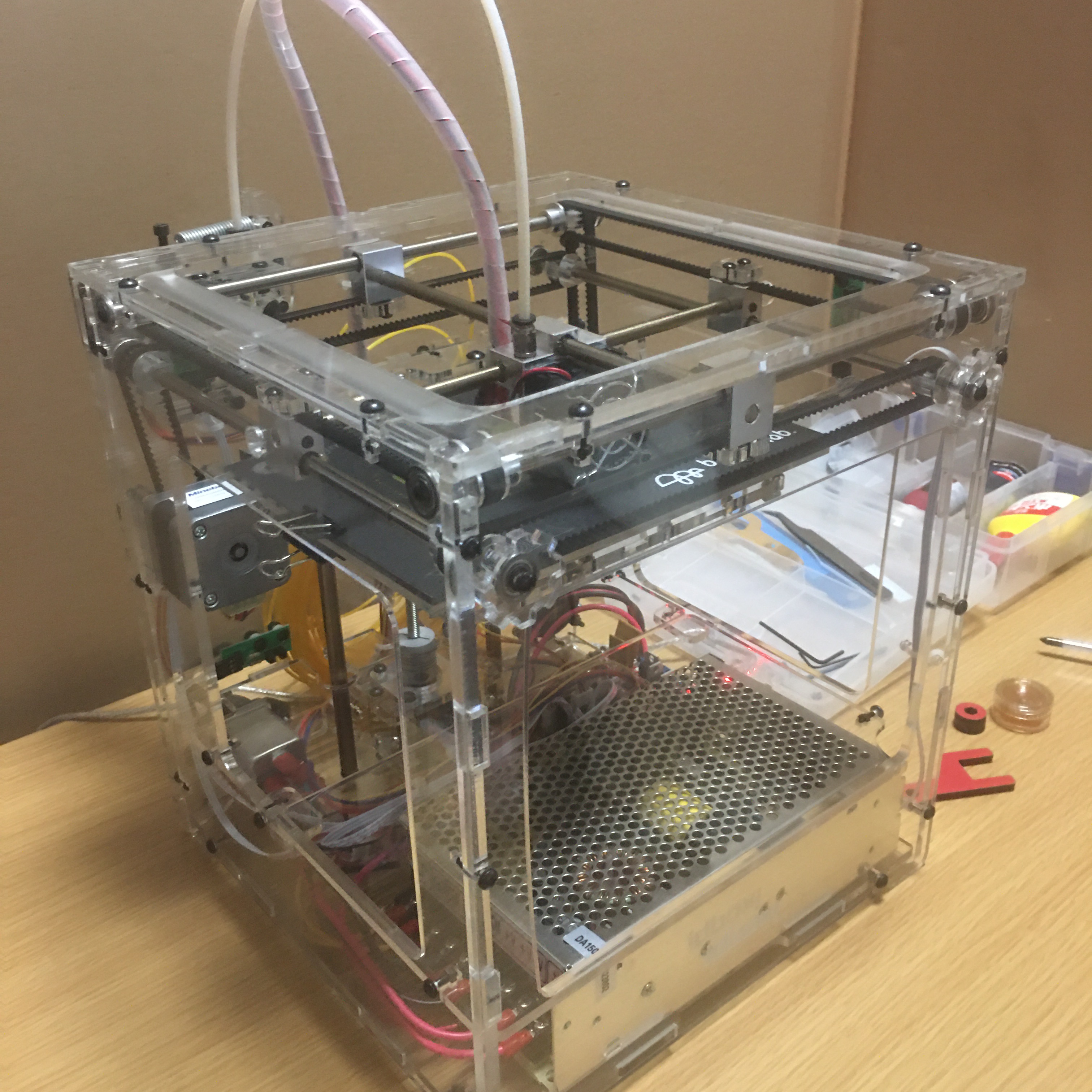
まずは、パソコンに接続し、造形準備を終えた状態の本体です。
この時点で、ヘッド自体の稼働テストと、造形テーブル(上に上がっている黒いテーブル)の高さ、水平は調整してあります。
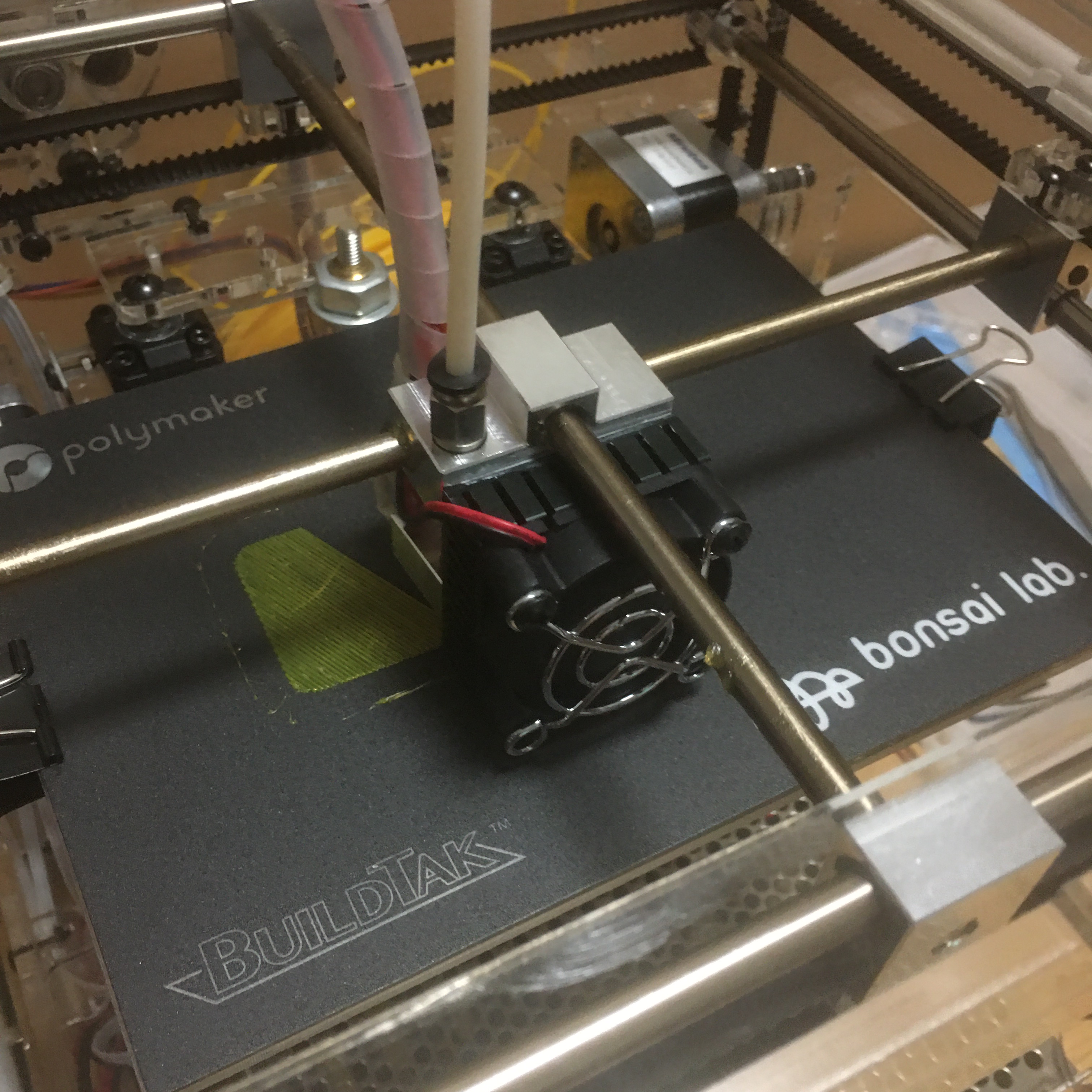
早速造形を開始しています。
ちなみに今回は、デアゴ社さんでサンプルモデルが用意されているので、
そちらを出力してみました。
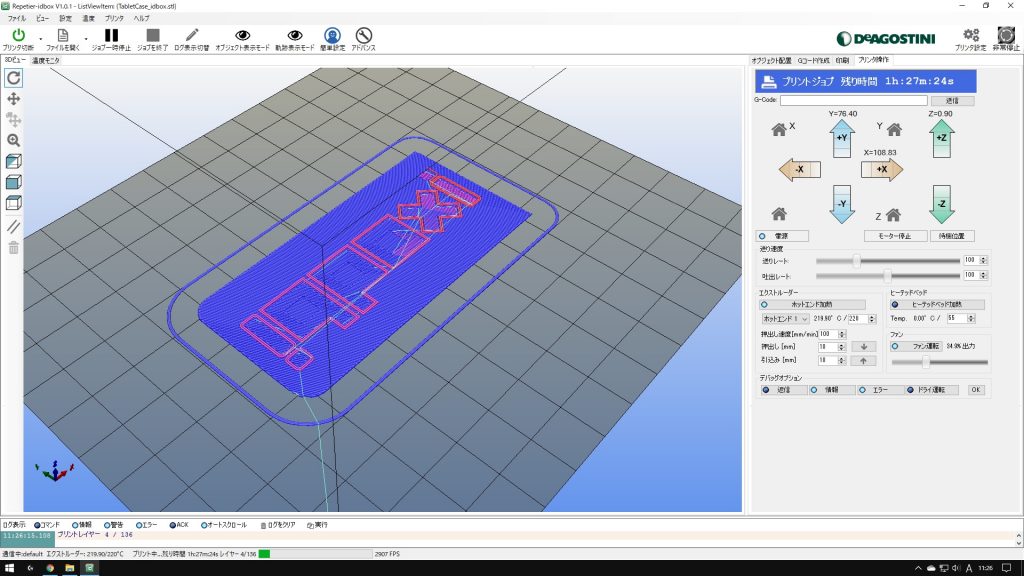
こちらは3Dプリンターをコントロールするソフトの画面になります。
3Dプリンターでのモデリングは、造形開始前にプリンターにモデリングの命令構文であるGコードを作成してあげる必要があります。
このGコードには、ヘッドの軌道や造形テーブルの上下、素材のフィラメントをどう出力するかなどの情報が書かれていて、
プリンターはそれを受けて、造形をしていきます。
このソフトでは、実際にどのようにモデリングされているかを、Gコードの情報をもとに、
リアルタイムで表示してくれるので、経過観察がしやすくなっているのが特徴です。
右側に目を向けると、造形時間やヘッドの操作パネル、ヘッドの温度情報などが表示されています。
時間は・・・約1時間半 Σ(・□・;)!!
今回はちょっとしたモデリングですが、造形には結構時間がかかるようです。
ちなみに今回はフィラメントの素材にPLAを使用しています。
このフィラメントですと、融点温度は約200℃程度でいいので、今回は設定220℃で造形しています。
これに代わりABSを素材として使用する場合は、設定温度を240℃まで上げる必要があります。
後々ABS素材で造形してみたいですが、造形物が冷めた際には反りが出るなど、
一癖も二癖もあるようです。
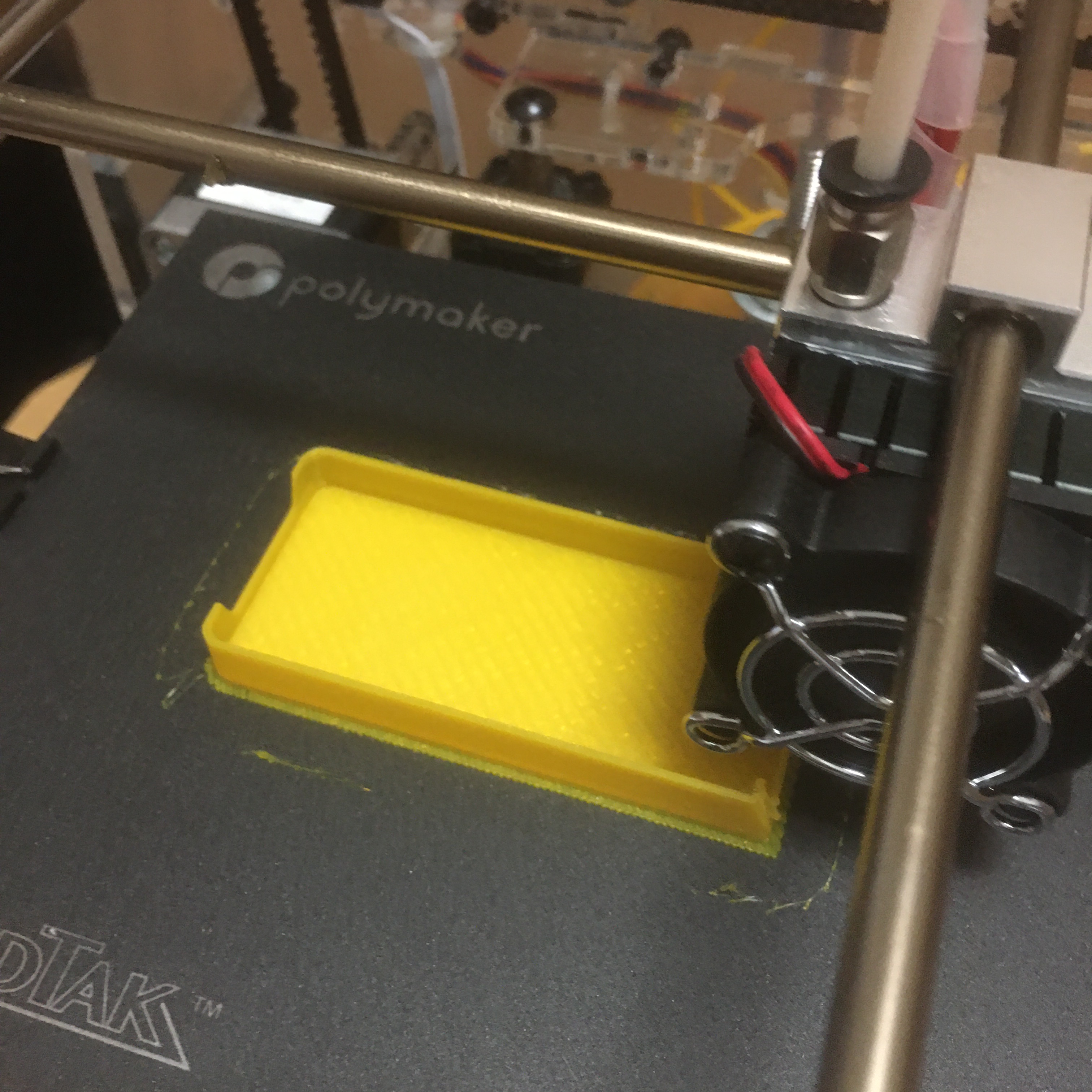
造形がだいぶ進んできました。
ちなみにこのサンプルモデルはタブレットケースを作っています。
造形終了まではもう少しです。
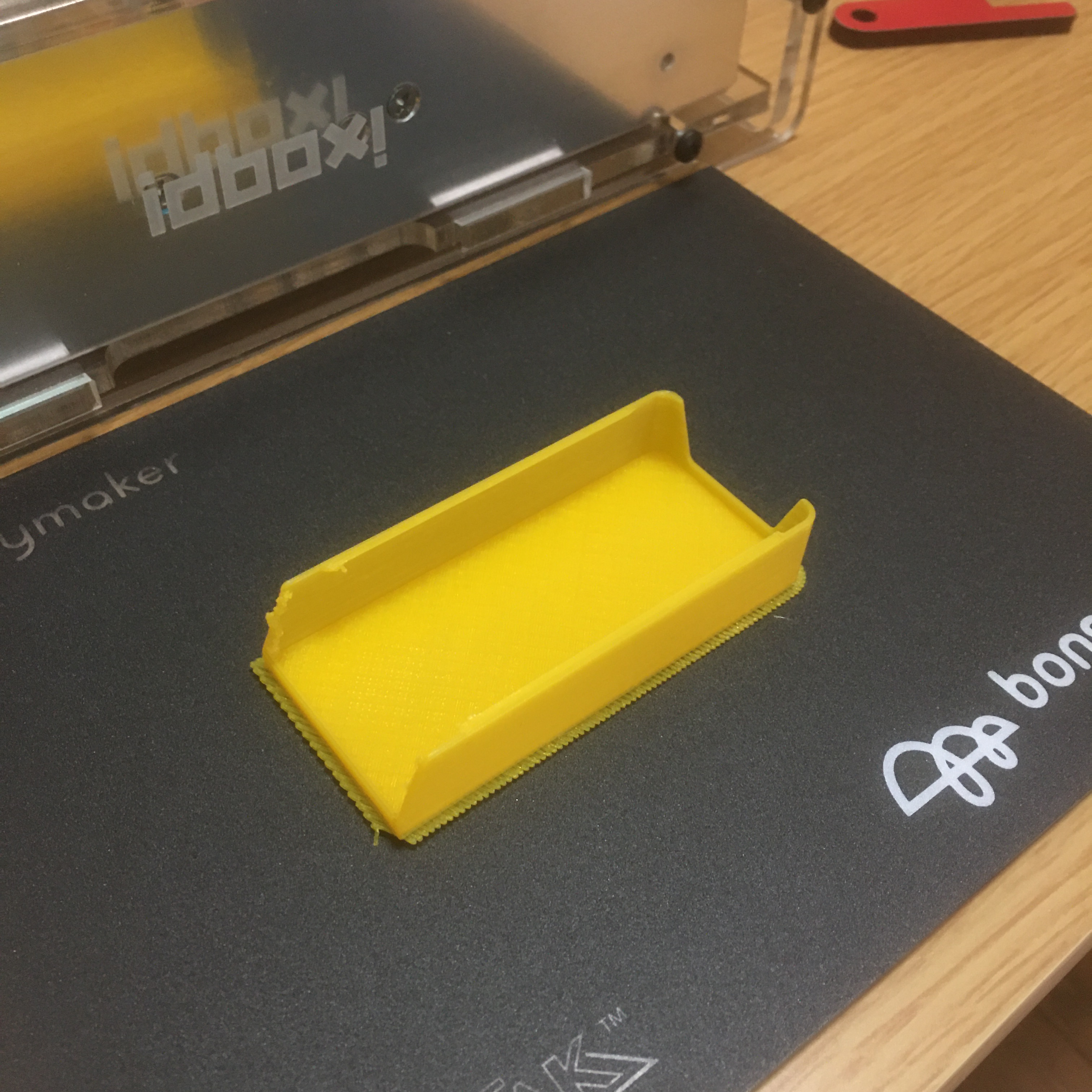
造形が終了し、完成したモデルを取り出しました。
パッと見たところ、バリがかなり出ているので、やすりなどを使って仕上げる必要がありますが、
モノ自体はそれなりに丈夫にできています。
しかしながら、見た感じのサイズで簡単なものですが、1時間半とかなり時間がかかりました。
造形スピードは一定ですので仕方ありませんが、造形順序などをもう少し考えてGコードを書き出せば、もう少し短縮できたかもしれません。
モデリングの仕方や素材選び、また造形順序や向きなど、3Dプリンターの世界はまだまだ奥が深いようです。
今後も何度かチャレンジして、プリンターの持っている可能性や魅力を引き出していきたいですね。
とりあえず今回はここまでです。
プリンターは専用カバーで大事に保管しておきます(^_^)

稼働中の動画を撮影したので、ちょろっと掲載しておきます。
この記事を書いた人
-
野球部・環境整備ブログ担当のショウでっす♪
委員会活動報告や職場環境コラムを展開していきます。
たまに内容が趣味に走ることも・・・( ̄ー ̄)ニヤリ
この投稿者の最近の記事
 環境整備委員会活動2026年6月29日今回はドアセンサーです
環境整備委員会活動2026年6月29日今回はドアセンサーです 環境整備委員会活動2025年8月28日今回は、近況報告、していきます
環境整備委員会活動2025年8月28日今回は、近況報告、していきます 環境整備委員会活動2024年9月17日『今回も、腰にきてます、治療編』
環境整備委員会活動2024年9月17日『今回も、腰にきてます、治療編』 環境整備委員会活動2023年4月24日『今回は、腰にきてます、番外編』
環境整備委員会活動2023年4月24日『今回は、腰にきてます、番外編』